How to Solder Copper Tubes with HGW Tin 97
- Sep 23, 2021
- 2 min read
Updated: Jan 30, 2022
In today’s video, we will show you how to solder copper tubes and fittings using Hua Guang’s HGW Tin 97 solder.
I. Solder
Tin 97 is a solid lead free solder of the Tin Mate series. It’s a binary alloy of tin and copper. Tin 97 has excellent fluidity and low melting temperature. This solid core version is most commonly used for torch soldering in the plumbing industry. The solder wire we use here has a diameter of 3.0 mm.
II. Preparations
In this demo, copper tubes are connected to the fittings using socket joints. As for all soldering applications, we need to pay attention to gap width in the joint design. Suitable gap width is essential for the optimization of soldering performance and joint strength. Even though many types of soldering flux are able to clean the joints to some extent, it is still a good idea to do some manual cleaning preps beforehand. Both sandpaper and tube brush can be used to remove the oxides. Solutions such as acetone and alcohol may be used to clean any grease on the surface.
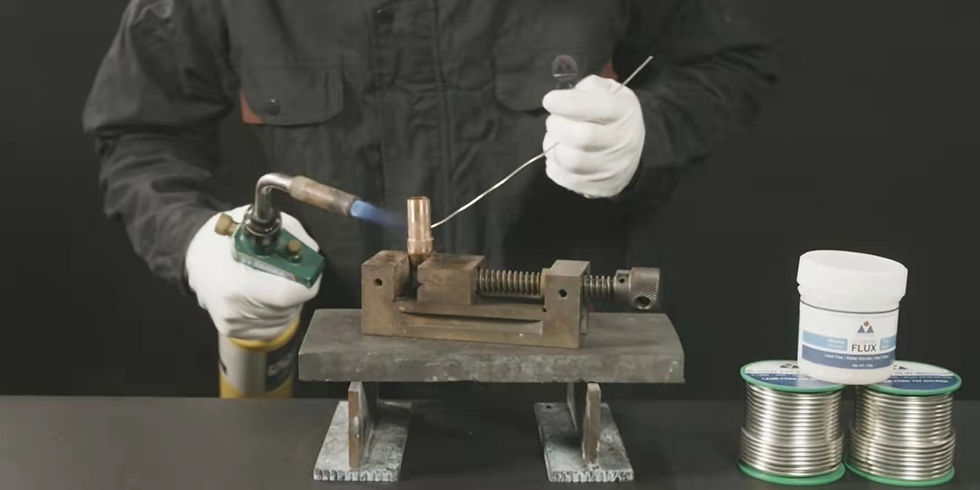
III. Flux Application and Soldering
Now it is time to apply soldering flux, which will clean the metal surface further while facilitating the soldering process. The flux we use here is a water-soluble paste flux. Make sure that gap width at each spot is even as we assemble the joints. We are using a portable torch with MAPP gas as a heat source. Point the tip from side to side to ensure even heating. Scratch the joint with solder wire lightly to test if soldering temperature has been reached.
As we can see, the tubes and fittings may be connected both vertically and horizontally. Slightly different soldering techniques shall be used for each orientation. For vertical joints, solder flows down easily during soldering. Simply, we only need to use the solder tip to fill any gap.
It is a bit more tricky for horizontal tubes, as gravity may prevent the flowing solder to form desired spots. To get around this issue, we heat the tube from the bottom, then fill the gap around the joint by the tip of the solder wire. Molten Tin 97 solder wets the base metal, it fills the gap, dissolves and diffuses to the base metal under capillary action.
Air cool the joints before cleaning with water, because a rapid temperature drop may cause the joint to crack. To remove all slags and residuals, we can immerse the parts in water before wiping them with a towel. Air dry the joints with a blower to prevent corrosion.

Comments