Brazing Copper to Steel with 45% Silver Flux-Coated Brazing Rods
- Nov 3, 2020
- 3 min read
I. Brazing Alloy
Silver and copper are the two main elements of silver brazing alloys. Other elements such as
zinc, tin, manganese and nickel are added to form the silver-based alloy system.
This 45% silver brazing rod is a kind of composite brazing product that has a layer of brazing flux coated on its metal surface. The advantage of flux-coated brazing rods is that they are highly compatible with automated equipment. When used for flame brazing, flux-coated products enable us to add brazing alloy and flux based on a fixed quantity ratio. In this way, gas release from the flux during brazing can be significantly reduced. We are able to improve production efficiency, while maintaining good brazing performance.
45% silver flux-coated brazing rods have a moderate brazing temperature, and their wetting properties and fluidity are excellent. They also have features such as high toughness, electrical conductivity, thermal conductivity and corrosion resistance, which allow them to form joints with strong vibration fatigue resistance and good overall mechanical properties. They are mainly used for the brazing of ferrous metals or non-ferrous metals with non-ferrous metals. 45% silver flux-coated brazing alloys are widely applied in the household appliance, HVAC/R, and electric machinery industries.
II. Brazing Steps
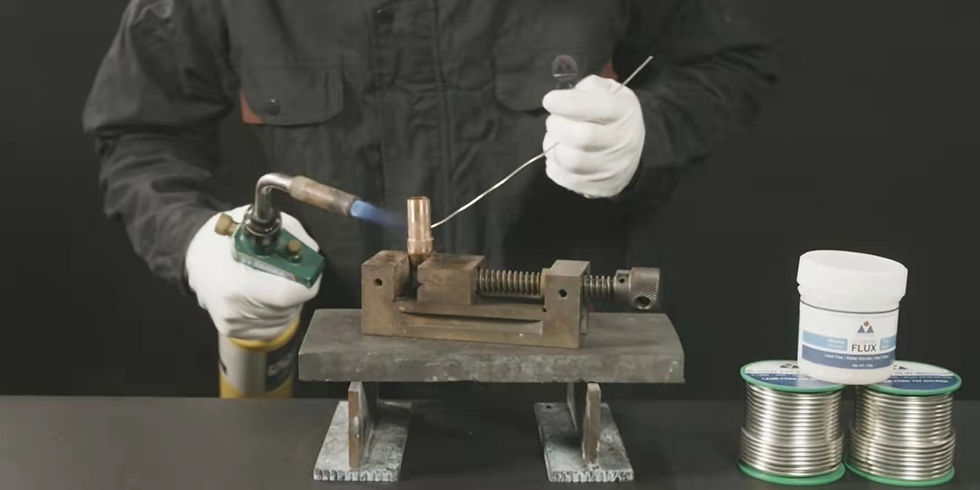
The product used in this demo has a diameter of 1.6mm and a length of 457mm. The joints we use in this demo include T-joint and socket joint, and we will use flame brazing to braze copper and carbon steel. To ensure quality and strength of the braze joint, we need to pay attention to gap width for each kind of joint. Gap width needs to be in the 0.05 – 0.13mm range. Blind holes are to be avoided in our socket joint designs.
Two steps of pre-braze preparations include cleaning of the base metals and assembly of the brazing equipment. The flame we choose is neutral flame, and we use the outer flame to pre-heat and heat the braze parts. We point the brazing torch from side to side on the heating area, so as to avoid overheating a particular spot, and to make sure temperature is uniform at each spot. Socket joint is used for the brazing of tubes and pipes. For this type of joints, flame needs to be kept level with the bell mouth. For all other kinds of joints, flame is to be kept at a 45° position relative to the length of the braze parts.
When base metal is turning light red, we feed the brazing rod on the side opposite to the flame. Something to be noted, when we braze tubings, sometimes we need to switch the flame to the opposite side of its original position, so as to ensure filler metal can fill every spot of the gap. Flame is used to heat and melt flux coating on the brazing rod. Facilitated by this molten flux, brazing alloy melts and wets the base metals. Under capillary action, it fills the gap of the joint, and it dissolves and diffuses with the copper.
After brazing, let the brazed parts be air-cooled and solidify for a while, and joining of the base metals is now completed. We put the brazed part into water bath, then wipe any slag and residue on the surface using a towel after taking them out. The brazed parts are dried with cool air using an air blower, which prevents corrosion.
We run relevant tests on the brazed parts to make sure that they meet our specific application requirements. Common testing procedures include appearance inspection and metallurgical observation for micro-structure analysis. A high-quality joint should not have defects such as slag, blowhole, crack and incomplete penetration, and metallurgical bonding with base metal should be optimal. For socket joint, we run penetration inspection. If necessary, we will also test its tightness by air tightness test or kerosene test.
III. Conclusion
To recap, we used the popular 45% silver flux-coated brazing alloy to flame braze copper and carbon steel using T-joint and socket joint. The most important takeaways are the brazing steps. First, we clean the base metals. Then, we assemble the equipment and fix them in place. Thirdly, we preheat and heat the braze parts. Brazing flux facilitates molten 45% silver brazing alloy to wet the base metals and fill the gaps, which then dissolves and diffuses. Lastly, we apply post-braze treatment and run the relevant tests.
Comments