How to Braze Aluminum: Flame & Induction Brazing
- Mar 9, 2021
- 2 min read
Welcome back to Hua Guang’s brazing demo series.
I. Brazing Alloy
In today’s video we will show you how to braze aluminum T joint and socket joint using Hua Guang’s flux-cored 4047 brazing alloys.Flux-cored 4047 alloy is composed of an aluminum-silicon alloy shell
And a non-corrosive brazing flux core. It is mainly used in the brazing of aluminum parts and aluminum-copper dissimilar components in the HVAC and automobile industries.
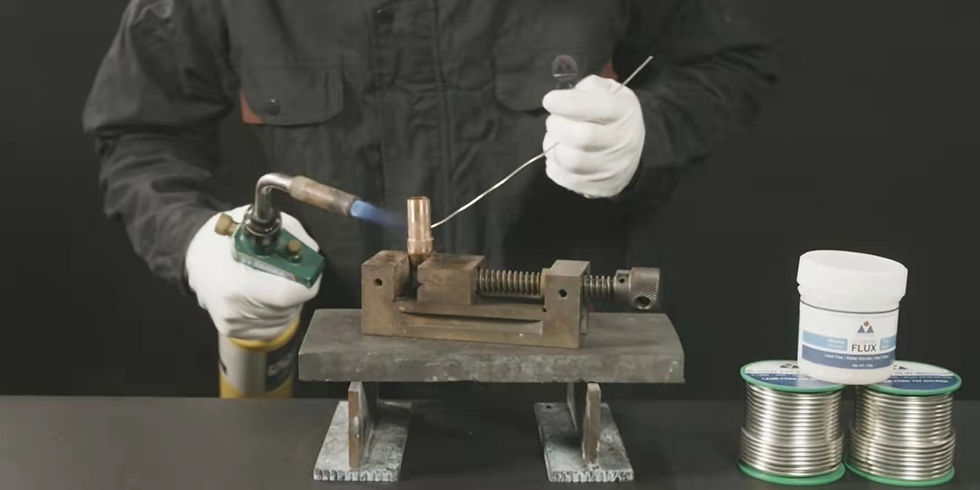
II. Brazing of T-Joint (Flame Brazing)
Pre-braze cleaning is essential. Make sure that there is no grease or oxide film on the surface of base metals and brazing alloys.
We use the outer flame to preheat. A distance between the core of the flame and the braze parts need to be maintained in order to maximise the heating area. We point the flame from side to side
to prevent overheating, and to make sure temperature is even at different spots.
When brazing temperature is nearly reached, it is time to feed our flux-cored brazing alloy to the braze joints. We stop heating once the braze joints are properly filled. Don’t forget to clean any slag and residue immediately after brazing.
III. Brazing of Socket Joint (Flame Brazing & Induction Brazing)
Next, we move on to demonstrate the brazing of socket joints. One way of doing this is to use a similar flame brazing process. The more efficient way for socket joints is to use high frequency induction brazing. Slide in a flux-cored brazing ring of compatible size. Place the tubes at the centre of the induction coils to ensure even heating.
Flux core is melted by the heat. Facilitated by the molten flux and continued heating, the alloy shell melts and wets the base metals. It fills the joint and it dissolves and diffuses with the base metals under capillary action.
Comments